В области промышленной автоматизации передача данных от сторонних устройств через человеко-машинный интерфейс (HMI) на программируемый логический контроллер (PLC) является распространенной задачей. Опираясь на обширный опыт компании OUKE Automations, в данной статье рассматривается конкретный сценарий применения HMI Pro-face GP Pro EX и ПЛК Allen-Bradley ControlLogix/CompactLogix, взаимодействующих по протоколу EtherNet/IP и считывающих данные с устройств Modbus TCP. Представлены два технически обоснованных решения.
Анализ предыстории проекта
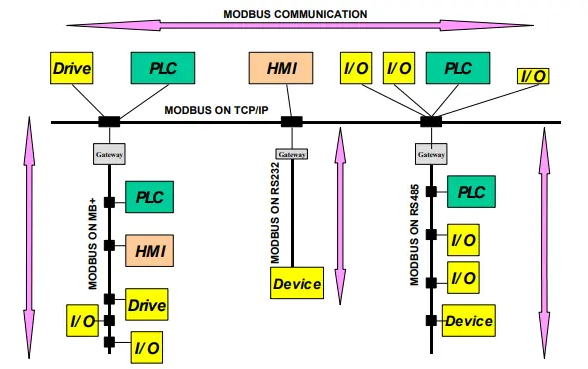
Текущая архитектура системы состоит из датчика уровня Modbus TCP, человеко-машинного интерфейса Pro-face и ПЛК Allen-Bradley. Хотя человеко-машинный интерфейс успешно получает и отображает данные с датчика уровня, следующим шагом является передача этой информации процессору ПЛК, работающему на платформе Studio 5000. Подобные проблемы интеграции продукции разных производителей довольно распространены среди многочисленных международных клиентов, обслуживаемых компанией OUKE.
Обзор решения
Решение А: Использование встроенных функций шлюза HMI.
Этот метод использует мощные возможности маршрутизации данных человеко-машинного интерфейса, обеспечивая высокую стабильность без необходимости дополнительного программирования. Мы подтвердили эффективность этого подхода более чем в двадцати аналогичных случаях.
-
Этапы настройки:
-
-
Создайте новый экземпляр драйвера для Allen-Bradley Ethernet/IP в среде разработки GP Pro EX.
-
Убедитесь, что введены правильный IP-адрес ПЛК и соответствующий номер слота.
-
Сохраните настройки и активируйте только что созданный драйвер.
-
Через пункт меню «Шлюз» или «Маршрутизация» (который может отличаться в зависимости от версии программного обеспечения) добавьте новое правило сопоставления. Укажите адрес источника как конкретное местоположение в регистре хранения Modbus (например, 40001), а адрес цели как соответствующий тег ПЛК (например, Tank_Level).
-
Активируйте связь сопоставления, и данные автоматически синхронизируются с ПЛК без дополнительного программирования.
-
Решение B: Использование скриптовых технологий для передачи данных.
При работе со старыми моделями HMI, не поддерживающими функции шлюза, можно рассмотреть этот альтернативный подход. Технические специалисты OUKE часто используют этот метод для решения проблем совместимости с снятым с производства оборудованием.
-
Процесс выполнения:
-
-
Сначала установите два независимых драйверных соединения для протоколов Modbus TCP и EtherNet/IP.
-
В обоих случаях определите теги данных для представления значения датчика и соответствующей переменной ПЛК.
-
Используйте инструмент «Управление логикой», чтобы настроить периодическую задачу с фиксированным интервалом (рекомендуется от 100 до 500 миллисекунд) для выполнения следующей операции: присвоить значение Sensor_Value значению PLC_Level.
-
Наконец, сохраните и запустите задачу.
-
Руководящие принципы внедрения
Основываясь на накопленном профессиональном опыте OUKE, мы предлагаем следующие рекомендации:
-
Перед началом работы убедитесь, что встроенное ПО HMI включает необходимую поддержку шлюза, поскольку это напрямую определяет, какую стратегию следует выбрать.
-
В ходе тестирования убедитесь, что все сетевые узлы не имеют препятствий для доступа, включая, помимо прочего, стандартные результаты теста Ping между HMI и ПЛКи при этом порт Modbus 502 по умолчанию открыт.
-
На начальном этапе целесообразно начать с небольшого набора данных и постепенно его расширять.
-
Если требуется использование скриптов, тщательно отрегулируйте частоту их выполнения, чтобы избежать негативного влияния на производительность человеко-машинного интерфейса.
-
В случае возможных аппаратных сбоев, ОУКЕ обязуется предоставлять услуги быстрого реагирования.
Техническая поддержка
Оба подхода позволяют эффективно достичь желаемых целей. Первое решение, использующее оптимизацию на аппаратном уровне, демонстрирует превосходную производительность и является предпочтительным выбором OUKE. Второе, хотя и добавляет некоторую системную нагрузку, имеет широкую область применения. Независимо от выбранного метода, OUKE предоставляет круглосуточную техническую поддержку, включая реагирование в течение часа в случае чрезвычайной ситуации и предоставление решения в течение трех дней, гарантируя, что ваша система автоматизации будет оставаться в оптимальном состоянии.
